使用同轴生物打印创建更复杂的结构
同轴生物打印简介
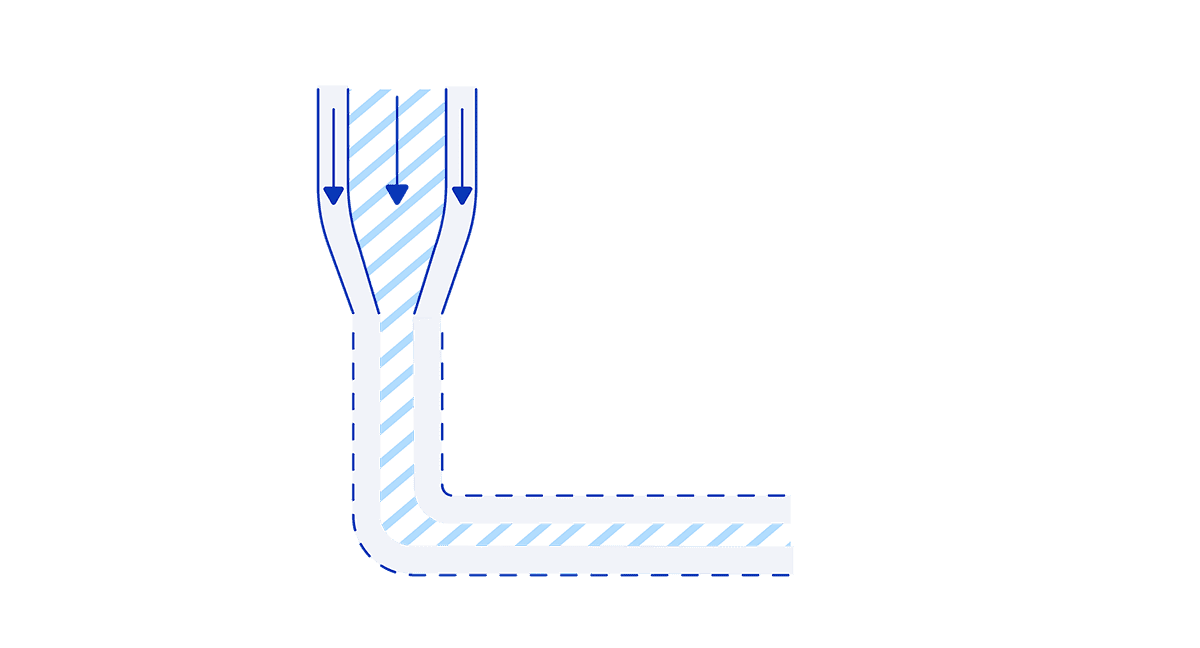
多材料生物打印用于实现由两种或多种水凝胶组成的复杂结构,这些水凝胶能够调节机械、化学或生物方面的特性。其中一种方法是同轴挤压,该方法同时点样两种或多种生物墨水或其他同心排列在单根细丝中的生物材料。
该方法允许在一根单丝中挤压出一个牺牲鞘和一个核心材料,也能够挤压出用于共培养模型的载细胞层。最常见的是,同轴生物打印涉及使用具有两个或更多同心孔的针头喷嘴,但也可以打印需要许多孔的设计。
同轴生物打印的要求
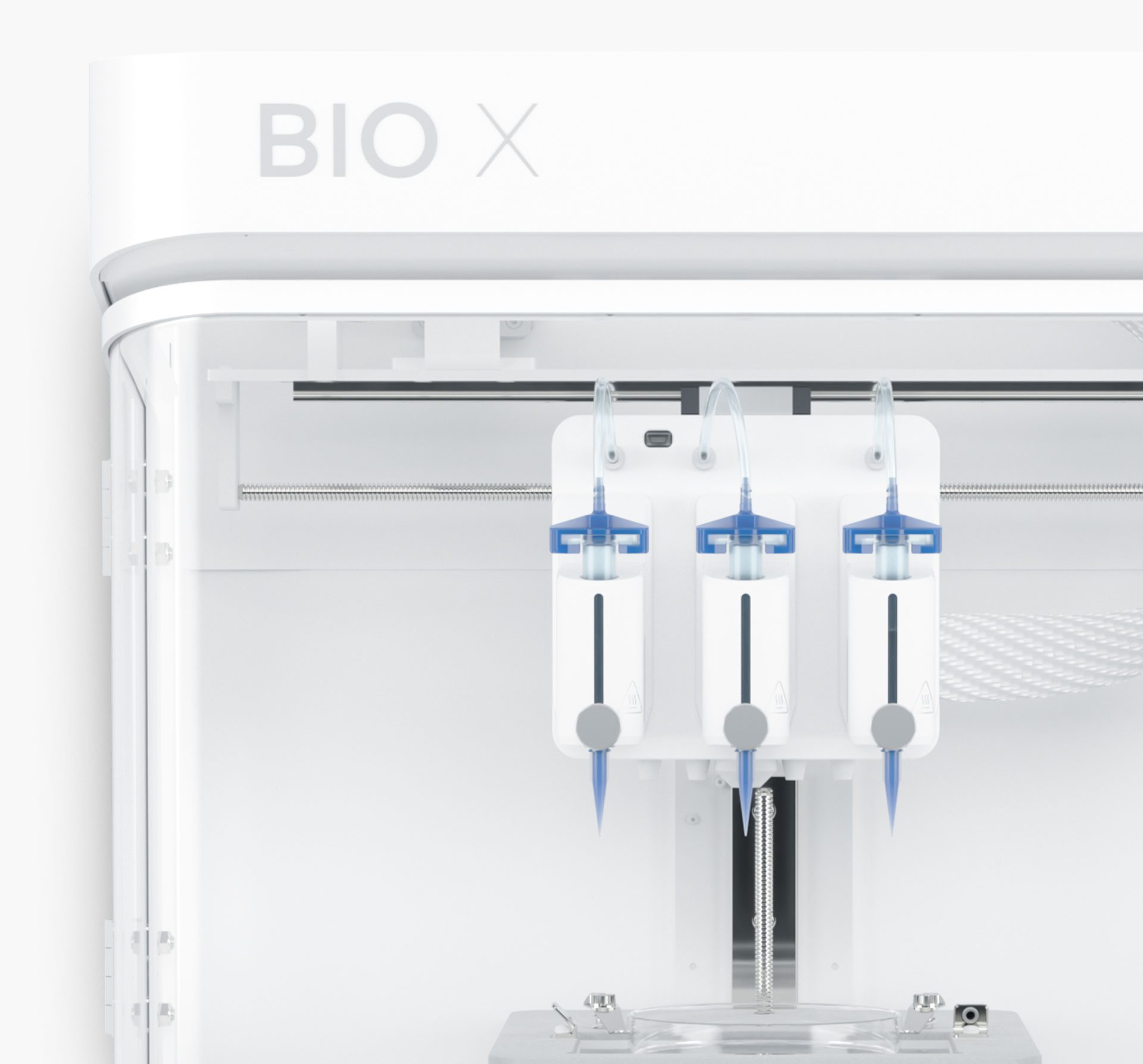
为了实现生物材料的挤压配置,需要相同数量的检测盒和通向孔口的挤压源;这通常限制了采用先进生物打印机(可独立控制多个打印头)的同轴生物打印的使用。
可用于同轴生物打印机的生物材料包括水凝胶、细胞、牺牲材料和交联溶液。根据所选择的技术,该项技术允许创建具有各种结构的挤压长丝,包括实心纤维、空心管、复合 3D 结构和复杂的分层结构。在同轴挤压过程中,生物材料是用作芯材还是鞘材对于长丝的最终特性至关重要。例如,细胞共培养在同轴生物打印中很常见,因为同轴配置允许两种不同的载细胞材料在定义的层中共沉积。
同轴生物打印的应用
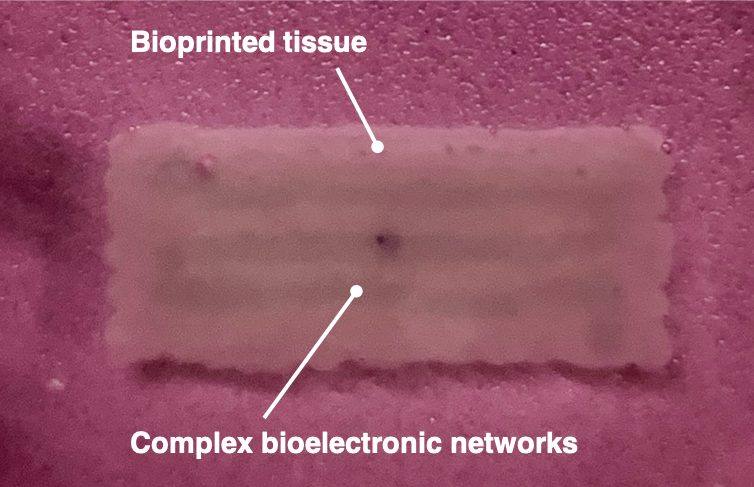
在更广泛的生物打印领域,需要多材料和多层组成的细丝的应用包括许多组织和 3D 模型,从血管网络或组织结构(如血脑屏障)到管状组织(如周围神经或肾单位)再到小肠的组成部分。
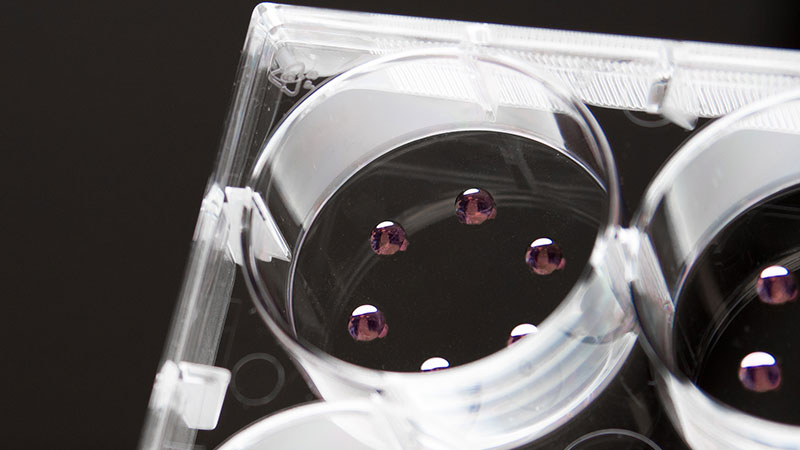
此外,同轴挤压可用于进行原位交联,以便能够挤压出其他不可打印的生物材料,例如藻酸盐。创建管状结构的一种方法是,用含有 CaCl2 交联溶液芯材的藻酸盐材料打印单层或多层水凝胶鞘。在更简单的应用中,该技术可用于通过沉积由两层或多层生物材料或细胞类型组成的液滴来制造较小的模型,例如微球和有机体。
进行同轴生物打印时的最佳实践
打印前重新测试您的生物墨水
使用同轴生物打印时,必须考虑与同轴针的受限几何形状兼容的范围更窄的生物墨水。尽管生物墨水已经用于传统的生物打印,但重新测试用于同轴生物打印的生物墨水通常是有利和必要的。这通常可以通过使用与预计使用的同轴针设置相匹配的针长度和量规来完成(例如,0.5 英寸长度和低于 200 kPa 的压力)。对于需要超过 200 kPa 压力的生物材料挤压,可以将外部泵连接到生物打印机以达到高达 700 kPa 的压力。
尽量减少增稠剂的使用
在同轴生物打印中具有较高成功几率的生物墨水和生物材料包括较低粘度或同质的生物材料,因为它们与针头的兼容性更好。考虑到几何限制,含有微粒增稠剂的非均质生物材料在同轴针中的堵塞率可能更会高。在同轴生物打印中,可能有必要尽量减少或消除增稠剂的使用。研究人员可以通过在挤压期间或之后使用交联溶液(例如 CaCl CaCl2)或光固化技术来补偿增稠剂赋予的剪切稀化和其他有利机械性能的损失,以允许原位交联并达到所需的机械性能。
考虑更高的复杂性
在分析多材料长丝的适印性时,不仅要考虑长丝的目标直径,还要考芯材与鞘材部件的各自比例。产生同轴长丝所涉及的多种材料流导致长丝结构的复杂性增加。优化流速和考虑材料间相互作用对于始终生成均匀的长丝至关重要。例如,生物打印同轴长丝的核心部件的过度挤压会导致长丝膨胀,而核心部件的挤压不足会导致生物打印长丝的结构失效和不连续性。




")